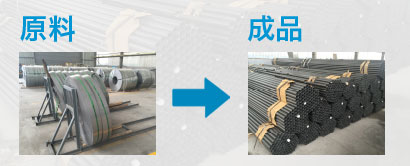

把钢卷挂在开卷机上,摇紧中心螺杆,压紧钢卷,外挡板螺丝锁上。毛边向上引入运转台,再牵引金活套储料箱。

钢带引成型前,把拖动速度调到最低,再根据钢带的宽度,合适的调整模具,引入W模具,调整每道模具的松紧度,挤压钢带成型。

钢管引入三辊焊接轮,调整管子高低边和管子圆度,摆正焊线。焊接时,先开拖动,再启东加热,使管线焊接点接合,平稳下刀, 调整好刀的角度,刮平焊线,使钢管光滑无毛刺。调速又慢到快,同时慢调加热,使拖动的电柜电压和电流达到相应的对比,再根据拖动的速度,调整好高频电流和电压。

根据客户的要求,设置管子的长度。管子落入下料架时,需轻放摆好整齐,以免划伤管子表面,再根据客户要求进行包装。

根据客户的要求,设置管子的长度。管子落入下料架时,需轻放摆好整齐,以免划伤管子表面,再根据客户要求进行包装。